日本对胚芽精米的研究起源于20世纪初,早于1924年东京大学医学部岛园顺次郎教授提出了“胚芽米常用论”,为胚芽精米作为主食消费提供了理论支撑。碾米机制造商佐竹利市与米店店主朝日胤一合作,通过改良普通碾米机生产了胚芽精米,当时生产的胚芽精米可以算作日本的第一代胚芽精米产品。1977年日本粮食厅制定了《胚芽精米实施要领》,日本农林省颁布了“胚芽精米配给制定”,从国家层面为胚芽精米的发展提供了支持。1978年,日本成立了“胚芽精米普及协议会”,更有4家日本全国性的团体:全国粮食事业协同组联合会、全米商连协同组合、(社)日本精米工业协会、(财)全国米谷配给协作为其会员,加大了胚芽精米在日本的普及力度。2004年日本成立了“21胚芽精米推进协议会”,立式倒圆锥研削型砂辊碾米机及免洗处理装置研发成功。综上所述,日本胚芽精米发展的第一个时期经历了50余年,第二个时期经历了不足30年,而第三个时期开始至今已有10余年,可以说,胚芽精米在日本发展的历史,也是人们追求健康的历史。
1 相关成果介绍
1.1 当今日本对胚芽精米的定义
根据日本女子营养大学教授五明纪春的描述:胚芽米(正式名为“胚芽精米”),是通过特别的碾米方法,保留了胚芽的精白米。相较于普通的精白米,富含微量元素和生理机能成分,又比糙米口感好易消化。胚芽精米是在不损失营养价值的前提下,追求白米优异口感的米。可以说,胚芽精米是能够巧妙体现出大米本身价值的“健康米”。图1、图2分别为胚芽精米和普通白米示意。
图1胚芽精米
图2普通白米
1.2 关于胚芽精米的营养学研究
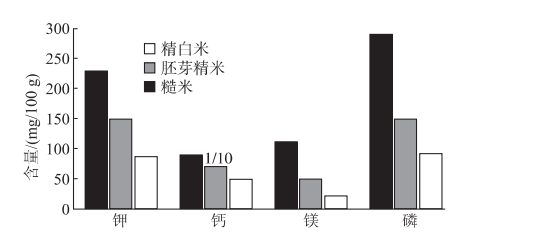
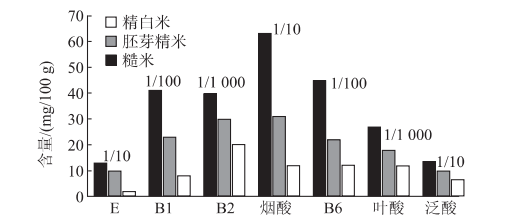
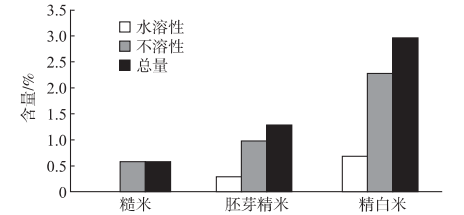
日本分别对糙米、胚芽精米及精白米这三种大米制品的各种营养元素含量进行了测定和比较分析(详见图3~图5),并得到以下结论:关于矿物质、维生素的含量,胚芽精米介于糙米和精白米之间;矿物质元素镁的含量较高,且较其他食品相比更易吸收;胚芽精米的B族维生素及维生素E的含量比精白米高出很多米胚芽就像这些维生素的浓缩胶囊一样附着在每一粒米上;胚芽精米的膳食纤维是糙米的一半、试验结果表明,普通白米饭中膳食纤维的含量为0.3g/100g,胚芽精米饭的含量为0.8g/100g,是普通精白米的近3倍,具有防治便秘及预防肥胖症、糖尿病、心血管疾病的功效;胚芽精米饭比精白米饭的甜味更强,这是由于在煮饭前的浸泡及煮饭加热时,淀粉分解产生了更多的糖分。此外,胚芽精米在浸水过程中会产生大量的-氨基丁酸,其具有调节脑神经、促进代谢、调节血压等生理机能。
1.3 第三代胚芽精米的相关指标
相关指标如下:含胚率:85%(含)以上;白度38%以上;外形接近精白米,外观白、有光泽、无斑点、无糠粉残留;胚芽精米米饭白且有光泽、无糠味;胚芽精米米饭硬度适中,粘性强、口感优越带甜味;煮熟后的胚芽精米米粒中胚芽的附着性比生的胚芽精米更强。
图3 主要无机质含量比较
图4 维生素类含量比较
图5 膳食纤维含量比较
1.4 日本市场上几种大米制品的比较
日本“21胚芽精米推进协议会”通过收集日本市场上各个厂商发布的产品成分表,并与“第五版日本食品标准成分表”进行对比,得到以下数据。
(1)精白米,糠层及胚芽全部去除,理论糙出白率91%,白度高、口味好。
(2)发芽米(制成白米),发芽米的糠层碾去一半(称为5分米),理论糙出白率92%,与精白米相比其维生素B为14倍、维生素E为3倍、膳食纤维为2倍、-氨基丁酸为10倍。
(3)金芽米,保留底芽及亚糊粉层的免淘米,理论糙出白率91.5%,与精白米相比,其维生素 B为12倍、维生素E为5倍、膳食纤维为1.5倍。
(4)胚芽精米之一,留胚率80%以上,精米白度34%以上,理论糙出白率91.5%,与精白米相比,其维生素B为14倍、维生素E为5倍、膳食纤维为3倍。
(5)胚芽精米之二,留胚率85%以上,理论糙出白率91%,与精白米相比,其维生素B为14倍、维生素E为6倍。
(6)糙米,稻谷去除了稻壳,没经过碾白,出米率100%。与精白米相比,其维生B为15倍、维生素E为7倍、膳食纤维为6倍。
1.5 胚芽精米加工工艺与装备
随着对大米加工工艺的深入研究和不断完善,以及现代机械制造技术的发展,逐渐形成了一套较为成熟的胚芽精米加工工艺与装备,在进一步提高了留胚率的同时也改善了胚芽精米的食味品质,满足了市场对产品健康属性和口感的需求。
1.5.1 胚芽精米加工工艺
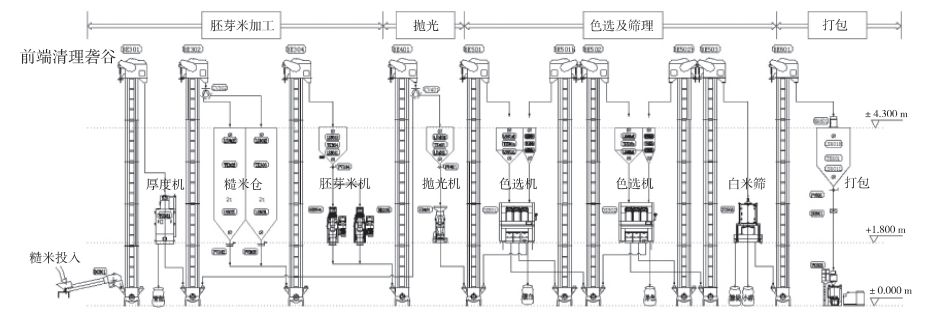
原料稻谷→清理、去石、砻谷及谷糙分离→纯净糙米→厚 度 机→糙 米 暂 存 仓→磁 选 器→胚芽米机(多道循环轻碾)→磁选器→抛光机→色选机→色选机→白米分级筛→磁选器→打包仓→打包称(抽真空打包/气调打包)→成品。工艺流程示意见图6。
图6 胚芽精米加工工艺流程图
1.5.2胚芽精米加工装备
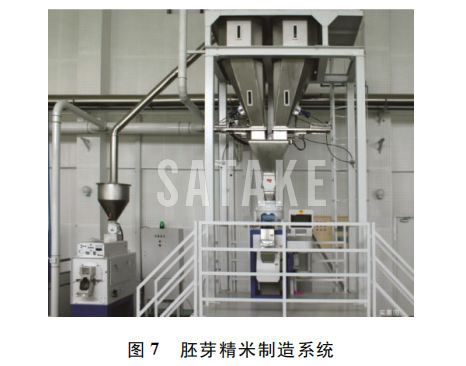
佐竹公司的胚芽米加工系统的关键设备为碾米机,此种米机将立式研磨式米机和加水式米机组合起来进行碾白,较大程度降低了碾白室压力。通过调整研磨辊的转速、改变筛网的形状以适应胚芽米的碾磨,确保研磨效果。根据原料品种以及水分含量的不同,该米机单机产量范围为200~400kg/h。单机循环使用可以适应多品种小批量需求,降低设备投资;多机串联使用则可实现大批量连续式生产。在后道加工工序中,可以通过配置抛光机(KB系列)加工出品质更高、口感更好的胚芽米,成品米白度可控制在32%~38%的范围内,胚芽的留存率可以达到80%以上。胚芽精米制造系统见图7,胚芽米机及抛光机见图8。
2 启示与展望
2.1 国家层面的支持
表象上看,日本胚芽精米的每一个发展阶段是由于当时民众因营养缺乏而推动发展的,但透过该表象,我们都可以看到当时的日本政府在政策层面上给予了极大的支持。尤其日本颁布的《饮食教育基本法》,以正在形成饮食习惯的儿童和学生为教育对象,在中小学中进行饮食教育,并成为义务教育的一项重要内容,将“食育”与“德育、智育、体育”并重。这种理念与做法值得我们学习。
2.2 胚芽精米产品标准的制定
前述的“第三代胚芽米”有关指标是由日本精米工业会的专家试验后总结而成的,不仅得到了广大碾米工厂的赞同,更得到了消费者的认同。而在我国,目前还没有制定行业指导(推荐)性的胚芽精米产品标准,给广大消费者选购胚芽精米时带来了一定的困惑,这也是制约胚芽精米在我国进一步发展的因素。
2.3 加工装备的技术支持
胚芽精米的第一技术难点是留胚率,不是每个品种的稻谷都能达到80%以上留胚率。越光米是日本广为推崇的高级大米之一,但该品种如用普通的碾米机加工,其留胚率极低。目前,日本佐竹机械通过研发新一代胚芽精米碾米机,已使得加工出越光胚芽精米成为现实。如果没有先进的加工装备的技术支持,就很难满足现代人越来越高的口感和健康的要求,胚芽精米的发展也将停滞不前。
3 我国胚芽精米发展展望
3.1 原料品种问题
我国稻谷种植情况相比日本有较大区别,南方种植的是籼稻,北方种植的是粳稻,而籼稻和粳稻二大类稻谷中又因地域不同有更多的不同品种。总体来讲,粳稻留胚的可能性大于籼稻,但如果要达到80%以上的留胚率的胚芽精米,从源头上培育适合加工胚芽精米的稻谷品种将是个值得研究的课题。攻克了适合加工胚芽精米的稻谷品种课题,可使得胚芽精米的加工变成“有米之炊”。
3.2 功能性的研究方向
胚芽精米的起源是因为它对人体缺乏维生素B有功效,其实胚芽中的营养因子不仅仅只有维生素B。也许我们还远远没有发现胚芽精米的其他特殊功效。要根据各种不同的健康消费群(如婴儿、学生和老年人等)的生理特点和营养要求,以及着眼于某些特殊消费群的身体状况,强调胚芽精米在预防某些疾病和促进健康方面的调节功能,把胚芽精米当做功能性食品来研发和生产。(粮食与食品工业)
本文作者:张远,韩赟,刘平稳,
王雪莹,王若莹,姜虹羽,张铎
无锡中粮工程科技有限公司








 苏公网安备 32050502000175号
苏公网安备 32050502000175号
